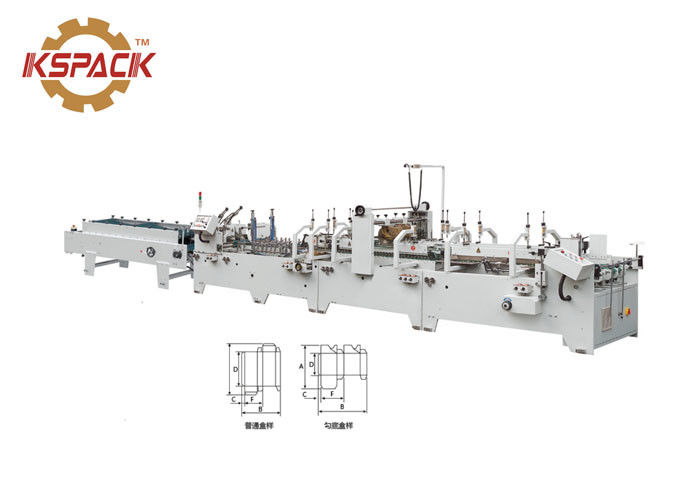
Karton-Kasten-automatische Vor-Falte und Abbruchs-Verschluss-Unterseiten-Ordner Gluer-Maschine
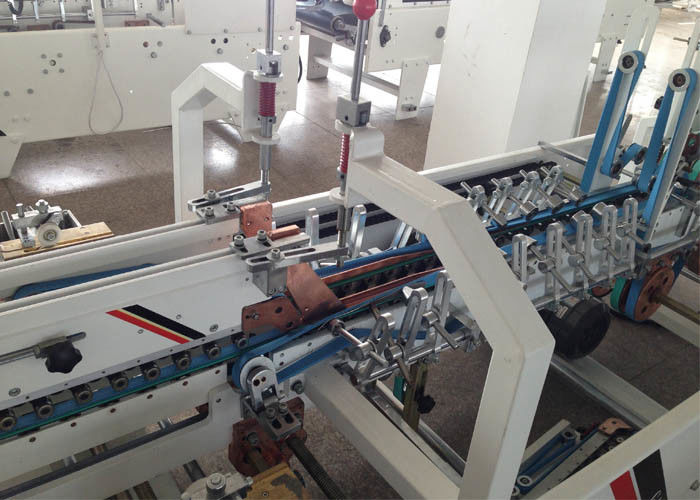
A. Adjust, welche die Abstände zwischen twp entsprechend der Papierblattbreite verwirrt. Lösen Sie zuerst den justierbaren Griff auf den zwei Leitblechen, setzen die Papierblätter auf die Mittelstellung der sendenden Papiertabelle, bewegen die Annäherung mit zwei Leitblechen in Richtung zu den Papierblättern, am Ende justieren Sie die zwei Leitbleche und Papierblatt beide Seiten parallel und bleiben Sie einige Raum, damit die Papierblätter in horizontales sich bewegen zu lassen.
B. Es ist notwendig, die Anpassung in die teilende gague Papierposition entsprechend der unterschiedlichen Größe der Papierblätter durchzuführen, die benötigt werden geklebt zu werden. Im Allgemeinen kann das Papier zwei, das gague teilt, an von zwei Leitblechen, die Front gleichmäßig zwischen verteilt werden und hinter Abständen sollte richtig sein. Bei der Justage, lösen Sie nur den justierbaren Griff, der als Abb. 2 gezeigt wird, dann bewegen Sie den Diablock auf dem Strahl ließ und berichtigt und tapeziert das Teilen von gague, um zu konfrontieren und hinten, damit das Papier zu machen, das gague die, gewünschte Position zu treffen und den teilt Griff dann festzuziehen. Unterdessen bestimmen Sie die Beförderungsgurtwurzelzahl und vergewissern Sie sich der Papierblätter in waagerecht ausgerichtetem und in sauberem.
C. Adjust das Abstand δ zwischen dem teilenden Papiergague und dem Beförderungsgurt entsprechend der Papierblechdicke. Ist im Allgemeinen die Stärke eines Stückpapiers. Anpassungsmethode: Drehen Sie das Sternformhandrad aufwärts oder abwärts, das das Papier machen kann, das gague teilt, hoch- und runterrückzuen, um die Abstandgrößen zu ändern.
Justieren Sie die Faltenkastenbreite entsprechend der Breitengröße des Faltenkasten-Papierblattes. Nur Bedarf, das Handrad entsprechend der Breite zu drehen gezeigt als Abb. IV, zum der Schraubenstange herzustellen sich zu drehen, weil die Front und hinter Schraubenstangen mit der Kette angeschlossen werden, die zwei Hauptplatten bewegen sich parallel gleichzeitig beim Drehen des Handrades. Nachdem die zwei Hauptplatten die gewünschte Faltenkastenbreite, den Anfang die Maschine erreichen, um einen Versuch zu haben und die Detailanpassung zum verschiedenen Faltenkastenrad durchzuführen und übermitteln Gurt etc. Erreichen Sie schließlich den Zweck, den die Papierblätter erfolgreich führen können und die Faltenkastenposition richtig sein und eine genügende Klebkraft haben kann.
(3) Vor-Faltenteil:
Damit die Bequemlichkeit den Geradekasten, die zwei drückte Spurnteile ohne gefaltete BedarfsVorfalte öffnet. Betreffend den Kasten bringen benötigte Vorfalte, an und justieren die Vorfalte richtig. Die Kastenertrag vom automatischen Fütterungsgerät (Papierfütterungsteil) und trägt dann das Vorfaltengerät, in das vor-faltende Teil, die erste Falte ein und die dritte Falte kann durch 180 Grad und 90 Grad ausgetauscht werden. Die zweite Falte und die vierte Falte können in 180 Grad geformt werden, der spezielle Entwurf ist auch verfügbar. Der vor-gefaltete Papierkasten öffnet sich sehr leicht auf automatischem Verpacker, besonders der Medizinkasten
6. Pastenkastengröße
SHH-800AG
| Art von boxex | Amax | Amin | Bmax | Bmin | Cmin | Dmin | Fmin |
| NO-umrandeter unterer Kasten | 700mm | 700mm | 620mm | 110mm | 8mm | 70mm | 51mm |
| Umrandet unteren Kasten | 700mm | 160mm | 570mm | 180mm | 9mm | 90mm | 85mm |
SHH-1200AG
| Art von boxex | Amax | Amin | Bmax | Bmin | Cmin | Dmin | Fmin |
| NO-umrandeter unterer Kasten | 700mm | 110mm | 840mm | 110mm | 8mm | 70mm | 51mm |
| Umrandet unteren Kasten | 700mm | 160mm | 790mm | 180mm | 9mm | 90mm | 85mm |
Unsere Produkte werden auf der ganzen Welt verkauft. Sie können sich auf den gesamten Prozess unserer Produkte verlassen.